language
 English
English
 русский
русский
 Español
Español
 عربى
عربى
 中文简体
中文简体

Content
- 1 What EVA Film Actually Does Inside Laminated Glass
- 2 Key Performance Properties You Should Know
- 3 Three Types of EVA Film for Different Projects
- 4 EVA vs. PVB: Where Each Makes Sense
- 5 Processing Checklist: Avoiding Common Lamination Failures
- 6 Applications at a Glance
- 7 What to Verify When Sourcing EVA Film
Glass breaks. That's a given. What separates ordinary glass from safety glass is what happens after the break — and that comes down to the interlayer film sandwiched between the panes. EVA film (ethylene vinyl acetate film) has quietly become one of the most practical choices for laminated glass production worldwide, and for good reason.
What EVA Film Actually Does Inside Laminated Glass
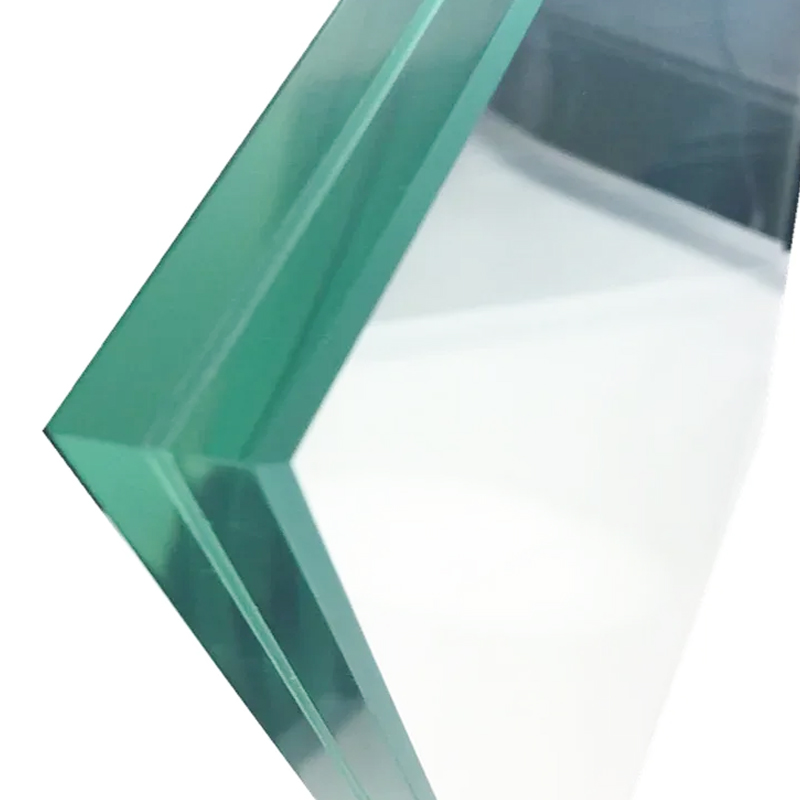
EVA lamination film sits between two glass panes and, under heat, bonds permanently to both surfaces. When the glass breaks, the film holds the fragments together — preventing the razor-sharp shards that cause most glass-related injuries. This is not just a safety feature; it's the functional core of laminated safety glass used in architectural curtain walls, skylights, railings, and hotel glazing.
The chemistry matters here. Ethylene vinyl acetate is a copolymer with controlled vinyl acetate content, which gives the film its combination of flexibility, clarity, and adhesive strength. Higher VA content increases softness and bonding; lower VA content improves stiffness and moisture resistance. Manufacturers tune this ratio based on the application.
Key Performance Properties You Should Know
Optical clarity is where EVA film for glass lamination genuinely shines. High-quality EVA achieves light transmission often exceeding 90%, making it suitable for applications where aesthetics are non-negotiable — gradient glass, colored decorative glass, and luxury facade systems. The low-yellowing formulation, stabilized with UV absorbers, preserves this clarity over years of sun exposure.
Processing temperature is relatively forgiving. Standard EVA lamination film processes at around 135°C using vacuum lamination equipment — no autoclave required. For a small or mid-sized glass processing plant, this is a significant cost difference. Autoclave systems for PVB processing can run into millions in capital cost; a vacuum lamination furnace is a fraction of that.
Thickness options directly affect performance. Common thicknesses available from manufacturers are 0.38mm, 0.50mm, 0.76mm, and 1.14mm. Thicker films provide better sound damping and impact resistance; thinner films offer higher clarity and lower haze. Width can reach up to 2500mm, with roll lengths between 30 and 100 meters per roll — which determines how much cutting waste you incur per project.
Three Types of EVA Film for Different Projects
Not all EVA film is the same product. The three main variants serve different visual and structural goals:
- Highly transparent EVA film — Designed for maximum optical purity. Used in gradient laminated glass, hotel lobby glazing, curtain walls, and sunrooms where the interlayer must be essentially invisible. The processing insulation time for single-layer glass is typically no less than 60 minutes to ensure complete bonding stability.
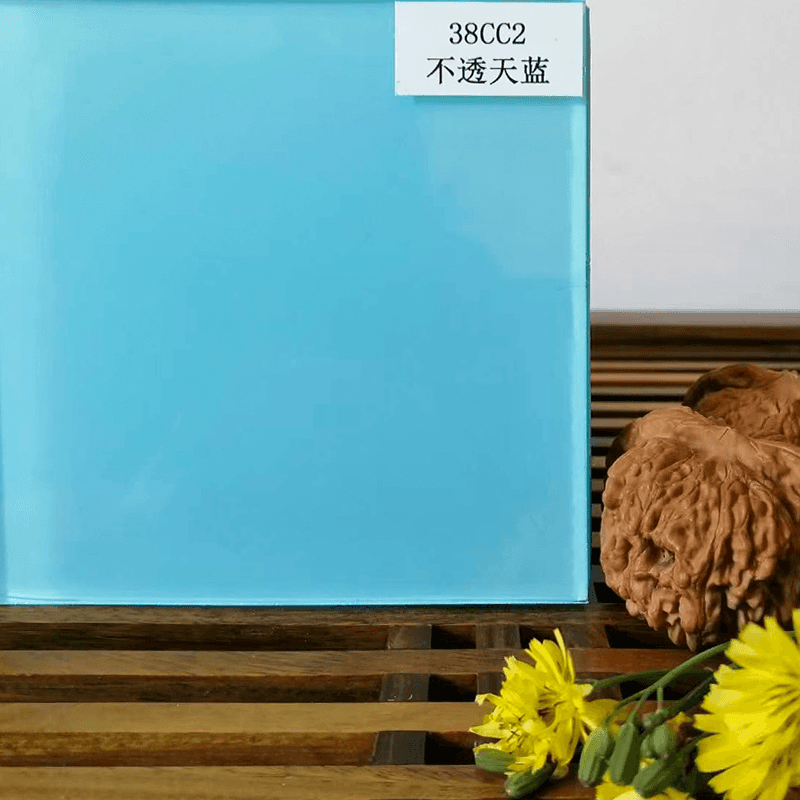
- EVA color film — Incorporates pigments or dyes for decorative laminated glass. Popular in artistic glass partitions, commercial interiors, and retail environments. The color is embedded within the film rather than applied as a surface coating, so it remains stable and won't peel or fade under normal use.
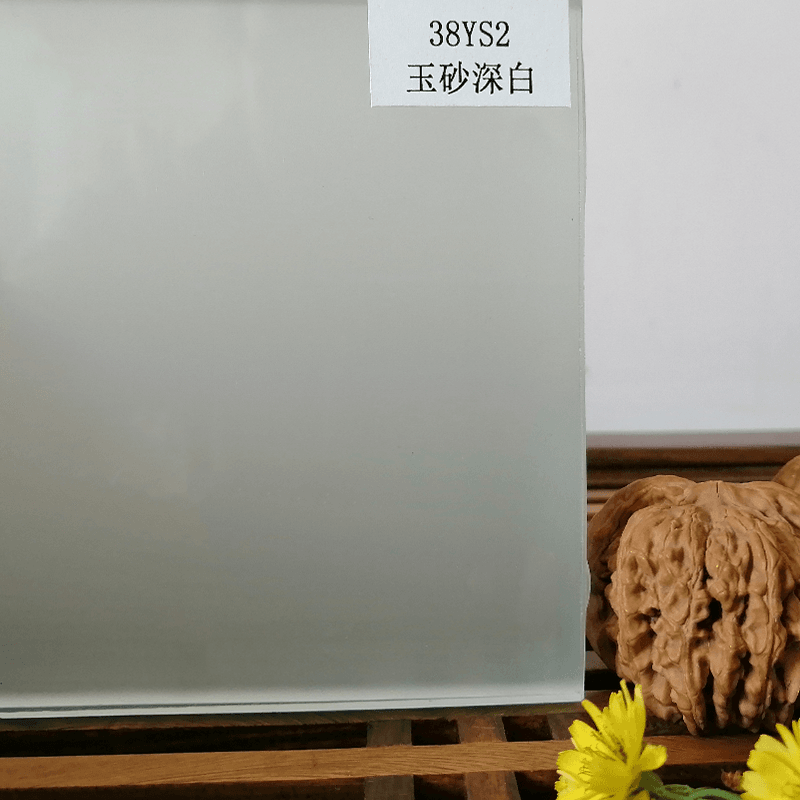
- EVA jade sand film — A translucent, matte-finish variant with a sand-textured surface. Ideal for privacy glass applications such as bathroom partitions, office dividers, and decorative panels where diffused light transmission is preferred over full transparency.
Selecting the right type comes down to three questions: Does the glass need to be fully transparent? Is it structural or decorative? Will it face prolonged UV or moisture exposure? Answering these determines which film specification to specify.
EVA vs. PVB: Where Each Makes Sense
PVB interlayer film remains the dominant choice for automotive windshields and structural safety glass governed by strict regulatory requirements. It has a longer track record in those environments and higher shear modulus at elevated temperatures. For architectural applications that fall outside those regulations — decorative glass, interior partitions, specialty glazing, photovoltaic modules, and smart PDLC glass — EVA lamination film for glass offers real advantages: lower processing equipment cost, no refrigerated storage requirements, and excellent compatibility with decorative inserts.
PVB also requires careful humidity control during storage. EVA is more tolerant of ambient warehouse conditions — a practical consideration for glass processors in humid climates.
Processing Checklist: Avoiding Common Lamination Failures
Most EVA laminated glass defects — bubbles, delamination, haze — trace back to three controllable variables:
- Vacuum degree and hold time: Insufficient vacuum before the heating phase traps air between the film and glass surface. Maintain the target vacuum level and hold for the specified cold vacuum period before beginning the heat cycle.
- Glass surface cleanliness: Even microscopic dust particles create optical defects or bonding failures. Lamination in a cleanroom environment, or at minimum a well-controlled clean space, is essential for high-end work.
- Temperature uniformity: Hot spots or cold zones in the lamination furnace cause uneven cross-linking of the EVA film. Regular calibration of heating elements prevents batch-level rejects.
These aren't theoretical concerns. They're the variables that separate a 95% yield operation from a 70% yield operation.
Applications at a Glance
| Application | Recommended EVA Type | Key Requirement |
|---|---|---|
| Curtain walls / facades | Highly transparent | Clarity, UV stability |
| Hotel / luxury interiors | Highly transparent or color | Aesthetics, bonding strength |
| Office / bathroom partitions | Jade sand (matte) | Privacy, diffused light |
| Decorative art glass | Color film | Color stability, clarity |
| Solar / PV modules | Highly transparent | Long-term weathering resistance |
| Safety railings / flooring | Highly transparent | Impact resistance, transparency |
What to Verify When Sourcing EVA Film
Film quality varies considerably between suppliers. Before committing to a large order, verify: international certifications (ISO 9001 at minimum; EN and SGCC certification for projects entering European or North American markets), yellowing resistance data from accelerated weathering tests, and availability of technical support for your specific processing equipment.
High-transparency EVA film for specialty glass lamination from established manufacturers comes with documented processing parameters — processing temperature, insulation time, vacuum cycle specifications — that take the guesswork out of setup. Ask for these sheets before you order.
For projects that also require structural interlayer performance beyond EVA's range, it's worth understanding how PVB interlayer film for architectural and automotive glass compares on shear modulus and post-breakage retention — the two properties where material choice has the largest consequence.
EVA film has earned its place in modern glass lamination not through marketing, but through consistent performance across a wide range of decorative and functional applications. Match the film type to the application, control the three critical processing variables, and the results speak for themselves.