language
 English
English
 русский
русский
 Español
Español
 عربى
عربى
 中文简体
中文简体

Content
- 1 What Makes EVA Film Highly Transparent
- 2 Key Technical Properties at a Glance
- 3 Primary Applications of EVA Highly Transparent Film
- 4 How to Select the Right EVA Transparent Film Grade
- 5 Processing and Lamination Considerations
- 6 Common Problems and How to Avoid Them
- 7 EVA vs. Other Transparent Encapsulant Films
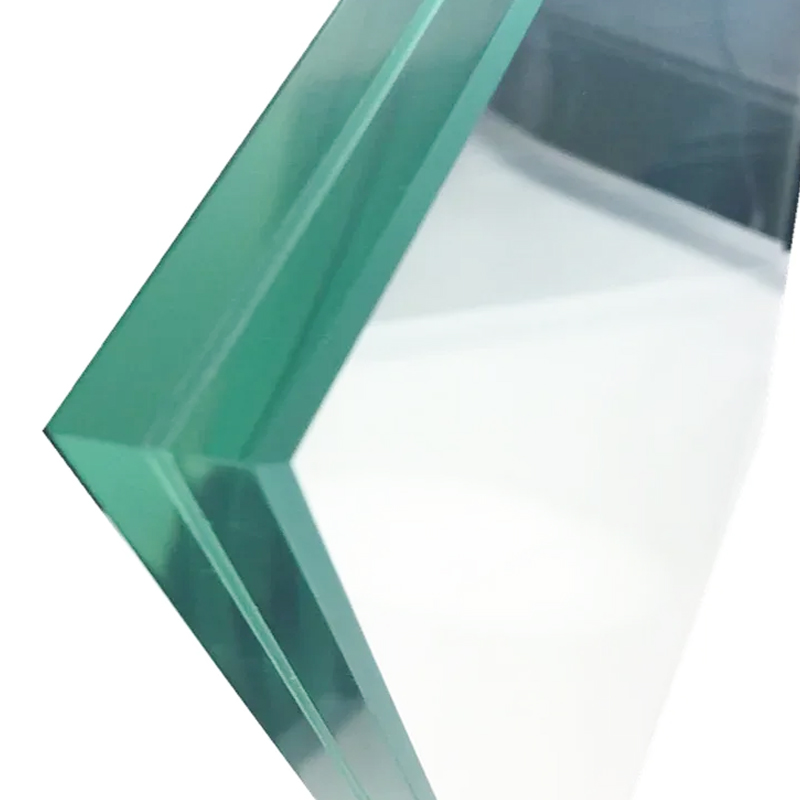
EVA highly transparent film is one of the clearest flexible packaging and lamination materials available, with light transmittance typically exceeding 90% and haze values as low as 1–3%. Made from ethylene-vinyl acetate copolymer, it combines optical clarity with flexibility, toughness, and excellent adhesion — making it a preferred choice across solar energy, packaging, medical devices, and optical industries.
Unlike standard polyethylene or PVC films, EVA achieves its transparency through a controlled vinyl acetate (VA) content and specialized processing. The higher the VA content (typically 18–40%), the more amorphous the structure becomes, reducing crystallinity and scattering — which is the root cause of haze in most polyolefin films.
What Makes EVA Film Highly Transparent
Transparency in plastic films is governed by two optical metrics: light transmittance (how much light passes through) and haze (how much light scatters). EVA highly transparent film achieves both favorable values simultaneously, which is uncommon for flexible thermoplastics.
Vinyl Acetate Content and Optical Clarity
As VA content increases from 5% to 40%, the polymer becomes less crystalline. At around 28–33% VA, EVA film enters a nearly fully amorphous state, delivering peak clarity. Most solar-grade and optical-grade EVA films use this range. Below 10% VA, the film resembles LDPE and appears milky or translucent.
Additives That Preserve Clarity
High-transparency EVA films use carefully selected additives to avoid cloudiness:
- UV stabilizers with low optical interference (e.g., HALS-based rather than heavy metal types)
- Non-migratory plasticizers to prevent surface bloom
- Peroxide crosslinkers (in solar EVA) dosed to minimize residual haze after lamination
- Anti-blocking agents in micro-concentrations only, since conventional silica anti-block adds haze
Key Technical Properties at a Glance
The table below compares typical optical and physical properties of EVA highly transparent film against standard EVA and common alternatives:
| Property | EVA High-Transparency | Standard EVA Film | PVB Film |
|---|---|---|---|
| Light Transmittance | ≥ 91% | 80–88% | 88–90% |
| Haze (%) | 1–3% | 5–15% | 2–4% |
| Flexibility | Excellent | Good | Moderate |
| Adhesion to Glass | Very High | High | Very High |
| Moisture Resistance | Good | Good | Poor |
| Cost (Relative) | Medium–High | Low–Medium | High |
Primary Applications of EVA Highly Transparent Film
The combination of optical performance, adhesion, and processability makes EVA highly transparent film indispensable in several industries.
Solar Panel Encapsulation
This is the largest application by volume. Solar EVA encapsulant film accounts for over 60% of total EVA film consumption globally. It bonds photovoltaic cells between the front glass and back sheet, protecting them from moisture, UV degradation, and mechanical stress — while maintaining the light transmittance required for energy conversion efficiency. A drop of just 1% in transmittance can reduce panel output measurably over a 25-year lifespan.
Safety and Laminated Glass
EVA film is increasingly used as an alternative to PVB in architectural and automotive laminated glass. It offers superior moisture resistance (PVB delaminates when exposed to humidity) and comparable optical clarity. Applications include structural glass facades, skylights, balustrades, and automotive windshields in markets where dry climates are common.
Medical and Pharmaceutical Packaging
Transparent EVA film is used in sterile blister packs, IV bags, and pouches for medical devices. Its clarity allows visual inspection of contents without opening the package — a critical requirement for pharmaceutical quality control. It also meets FDA and EU regulatory requirements for food and drug contact.
Optical and Display Applications
In optics, EVA film serves as an optical bonding layer between display panels and cover glass in devices such as tablets, digital signage, and instrument clusters. The low haze and refractive index close to glass (~1.48–1.50) minimize internal reflection and improve display contrast.
How to Select the Right EVA Transparent Film Grade
Not all transparent EVA films perform identically. Choosing the wrong grade leads to delamination, yellowing, or suboptimal optical performance. Here are the most important selection parameters:
- VA content: For maximum clarity, choose 28–33% VA. Lower VA grades are cheaper but hazier.
- Thickness: Solar applications typically use 0.45–0.5 mm; optical bonding uses 0.1–0.25 mm; packaging uses 0.03–0.15 mm.
- Crosslinking degree (for solar): Target ≥ 80% gel content after lamination for durability. Under-crosslinked EVA creeps at elevated temperature.
- UV resistance: Confirm UVA and UVB stabilizer packages are suitable for the expected service life — 10 years for general use, 25+ years for solar.
- Yellowing index (YI): After accelerated weathering (e.g., 1000 hrs UV exposure), high-quality EVA film should show YI change of less than 3.
- Certifications: Look for IEC 61215 (solar), ISO 10985, FDA 21 CFR (food/medical contact), or EN 12543 (laminated glass) depending on your application.
Processing and Lamination Considerations
EVA highly transparent film is processed primarily by vacuum lamination. The process parameters directly affect the final optical quality and bond strength:
- Temperature: Typical lamination range is 140–160°C. Too low and crosslinking is incomplete; too high and the film yellows or bubbles form.
- Pressure and vacuum: Apply vacuum before heating to remove trapped air, which would otherwise create visible voids and reduce transparency.
- Lamination time: Solar EVA typically requires 15–25 minutes total cycle time depending on thickness and crosslinker concentration.
- Storage of film rolls: Store at 5–25°C away from UV light. Improper storage causes pre-crosslinking, raising the gel content before lamination and creating a hazy, non-bonding film.
For optical bonding applications using thinner EVA films, roll-to-roll lamination with controlled nip pressure is common. Here, maintaining film flatness and avoiding surface contamination are critical — even a fingerprint can introduce a visible defect in the final optical assembly.
Common Problems and How to Avoid Them
Even with a high-quality EVA film, processing errors or specification mismatches can compromise transparency and durability. The following issues are most frequently reported:
- Yellowing after lamination: Usually caused by excessive temperature, too much peroxide, or UV degradation. Use a film grade with improved anti-yellowing additives and verify lamination temperature with thermocouples.
- Bubbles or delamination: Caused by insufficient vacuum, surface contamination, or moisture in the substrate. Pre-dry glass and clean surfaces with IPA before lamination.
- Increased haze after aging: Indicates additive migration or acetic acid accumulation from EVA hydrolysis. Choose grades formulated with hydrolysis inhibitors for humid environments.
- Poor adhesion to specific substrates: EVA adheres well to glass but may need a coupling agent primer for metal or certain plastics. Check compatibility data from the film supplier.
EVA vs. Other Transparent Encapsulant Films
EVA film faces growing competition from newer alternatives. Understanding where EVA leads and where it falls short helps in making a sound material decision.
| Criterion | EVA Transparent Film | POE Film | Ionomer Film |
|---|---|---|---|
| Initial Transparency | Excellent | Good | Excellent |
| Long-term Yellowing Resistance | Moderate | Superior | Superior |
| Moisture Barrier | Good | Excellent | Good |
| Processing Ease | Very Easy | Moderate | Moderate |
| Cost | Lowest | Medium | Highest |
For most standard applications, EVA highly transparent film delivers the best cost-to-performance ratio. POE and ionomer films are worth the premium only when long-term yellowing or extreme moisture resistance is a primary concern — such as in bifacial solar modules or high-humidity climates.